Profesionistii, finisorii master si, bineinteles, producatorii de mobilier au mult timp apreciat avantajele unui router electric manual si nu vor renunta niciodata la acest instrument. Dacă citiți acest articol, înseamnă că ați luat de asemenea o decizie de a dobândi un asistent indispensabil în afaceri de dulgherie și dulgherie, iar acum încercați să aflați care este cea mai bună alegere. Nu vom publica produse de la anumite branduri, dar vom încerca să formăm o idee generală a instrumentului și să vă oferim o mulțime de recomandări practice. Ca rezultat, veți putea să vă dezvoltați propria strategie pentru găsirea unui tăietor de frezat care este cel mai potrivit pentru rezolvarea problemelor dvs.

Tipuri de mașini de frezat și domeniul lor de aplicare
Inițial, mașina de frezat a fost creată ca o unealtă pentru prelucrarea lemnului. Plasticul, metalele neferoase, plexiglasul, piatra artificiala, diverse compozite sunt capabile de freze moderne, dar lemnul rămâne o prioritate.
Utilizarea principală a ruterului este confecționarea tamplariei, fabricarea de mobilier și diverse lucrări decorative din lemn.
Vă va ajuta în efectuarea diferitelor operațiuni:
- prelevarea trimestrului;
- creând caneluri, pliuri, >
- fabricarea de scaune pentru încuietori și accesorii pentru uși;
- profilare orizontală directă sau profilată;
- orificii de găurire;
- potrivire perfectă a pieselor care trebuie îmbinate; > alinierea grosieră a contururilor;
- decorația de lemn.
În funcție de scop și de anumite caracteristici de proiectare, toate fabricile pot fi împărțite în mai multe tipuri. Unele dintre ele sunt universale, altele sunt foarte specializate. Cele mai obișnuite tipuri de mașini de frezat sunt:
Submersibile (aka verticale sau tije)
Capabile să facă toate operațiile de frezare de bază: creare caneluri, găuri, rotunjire, frezare, frezare în buclă închisă etc. Se utilizează atât în ateliere de lucru la domiciliu, cât și în magazine de producție.

Tăblire (aka tăiere sau tundere)
Efectuează prelevarea de caneluri, șanțuri, șanfrenare, tăierea muchiilor superficiale pe model. Poate manipula cu exactitate piesele acoperite cu furnir sau laminat. Se recomandă numai pentru utilizarea zilnică, adică în condițiile de producție.

Rotary
Utilizat pentru tăierea găurilor din lemn, precum și gips-carton, plastic și plăci ceramice. Capabil să se ocupe de margini.

Lamelă
Utilizată exclusiv pentru sloturile de eșantionare.

Filler
Un instrument extrem de specializat pentru crearea de găuri pereche concepute pentru a conecta piesele de pe dibluri. Utilizat în producția de mobilier.

Ce tip de router aveți nevoie depinde de natura sarcinilor înaintea dvs. și a domeniului lor de aplicare. De exemplu, în fabricarea mobilei, frezarea este una dintre principalele operațiuni, însă în atelierul de la domiciliu, necesitatea unui astfel de instrument are de obicei doar ocazional.
Cea mai versatilă și cea mai răspândită este moara submersibilă. Mai întâi de toate, ar trebui acordată atenție celor care încearcă să decidă pentru ei înșiși cum să aleagă un ruter manual pentru lemn pentru o casă. Și pe acest tip de router ne vom concentra aici.
Dispozitivul routerului vertical vertical
Din toate sculele electrice manuale, ruterul este probabil cel mai simplu din punct de vedere structural. Echipamentul său este atașat direct la arborele motorului (axul), adică transmisia cuplului este efectuată fără medierea angrenajelor, curelelor etc. Prin aceasta, moara câștigă cu ușurință un impuls foarte mare.
Corpul de măcinare, denumit și "cap" sau pur și simplu capul, se deplasează în sus și în jos de-a lungul barelor de ghidare, fixate rigid pe platforma de susținere. Când operatorul apasă pe mânere, capul coboară, când presiunea arcului este slăbită, revine la poziția inițială.
Un fierăstrău este atașat la arborele motorului (ax) prin intermediul unei cleme de prindere. Când coborâți capul, tăietorul se strânge ușor în materialul piesei de prelucrat la o adâncime predeterminată, acesta din urmă fiind reglat cu ajutorul opritorului. Cu mișcarea ulterioară a sculei într-o direcție orizontală, marginile ascuțite ale tăietorului foră o canelură.

1. Clema de prindere pentru fixarea frezei.
2. Platformă suport
3. Limitator de adâncime de frezare.
4. Mâner de prindere.
5. Oprire verticală.
6. Mâner pentru reglarea fină a adâncimii frezării.
7. Controlerul vitezei de tăiere.
8. Cutia de fabricație cu motorul electric instalat.
9. buton de blocare aleatorie.
10. Mâner pentru reglarea fină a opritorului paralel.
11. Oprire paralelă.
12. Pârghie de tensionare.
13. Buton pornit / oprit pentru router.
14. Șuruburi de reglare a presiunii paralele.
15. Tije de ghidare.
Ce caracteristici tehnice trebuie luate în considerare la alegerea unui router
Putere
Capacitățile routerului sunt în mare parte determinate de puterea motorului electric cu care este echipat. Cu cât este mai mare consumul de energie al unității, cu atât este mai mare diametrul și lungimea maximă permisă a tăierii care poate fi instalată pe ea, cu atât mai mult va putea lucra în mod continuu fără suprasarcină. Se pare că dacă nu țineți cont de partea financiară a problemei, atunci cel mai bun frezer ar trebui considerat cel mai puternic. Cu toate acestea, de fapt, nu totul este atât de simplu. Creșterea puterii implică o creștere semnificativă a masei și dimensiunilor motorului și, prin urmare, a întregului instrument.
Conform acestui parametru, frezile sunt împărțite în:

(putere până la 750 W, greutate 2-3 kg).

Mediu
(putere 750-1500 W, greutate 3-5 kg).

Grele
(putere 1500-2300 W, greutate 5-6 kg și mai mult).
Specialiștii pentru lucrările de frezare obișnuite recomandă un instrument cu o capacitate de cel puțin 1500 de wați. Freerizer puternic, desigur, ușor de a face față sarcinilor profesionale. Cu toate acestea, atunci când efectuați o serie de lucrări fine, de exemplu, atunci când procesați marginea, nu va fi ușor să faceți față unei mașini grele și globale, în special pentru un începător.
Sarcina dvs. la etapa de selectare a instrumentului este de a analiza intensitatea și natura lucrării care se presupune a fi efectuată folosind un router și găsiți mijlocul de aur - o unealtă a cărei putere nu va fi excesiv de mare, ci este suficient pentru rezolvarea obiectivelor, pentru o muncă îndelungată fără întrerupere, pentru prelucrarea raselor puternice de lemn.
Viteza axului
Semnificația unui astfel de bit de rutere, cum ar fi viteza axului, este de înțeles chiar și pentru utilizatorii cei mai neprevăzuți din punct de vedere tehnic. Cu cât viteza de rotație a tăierii este mai mare, cu atât este mai mare calitatea suprafeței prelucrate. Dacă este necesară o mare precizie, este bine să lucrați la turații mai mici. De asemenea, este necesară o viteză mică de rotație la prelucrarea materialelor plastice, altfel zona de lucru se va supraîncălzi și, ca rezultat, materialul se va topi. Frecvența de rotație a axului majorității frezelor se situează în intervalul de la 20 la 30 mii de rotații pe minut, însă ele se produc atât mai lent (10-20 mii rev / min), cât și mai repede (până la 35 mii rev. . / min.) unități de lucru. Trebuie avut în vedere că cu cât este mai mare diametrul morii folosite, cu atât viteza unghiulară trebuie să fie mai mică, deoarece viteza liniară a punctului de pe periferia cercului va fi încă suficient de mare și dacă moara este "accelerată" chiar mai mult, arborele începe să ardă.
Deoarece viteza optimă a axului depinde de mărimea morii utilizate în prezent, adâncimea procesării și densitatea materialului piesei de prelucrat, capacitatea de a regla viteza, care determină funcționalitatea morii, va fi foarte utilă. Ajustarea poate fi netedă sau înclinată (până la 8 poziții). Operatorul alege modul optim de frezare pentru aceste condiții, bazându-se pe experiența sa practică, cu toate acestea, producătorii indică deseori valorile recomandate în pașapoartele de scule sau pe fabrici.
Masina de frezat
Cursa frezei, adică adâncimea maximă posibilă de frezare, este unul dintre cei mai importanți parametri care demonstrează funcționalitatea sculei. În mașinile de frezat de uz casnic ușor, acest indicator, de regulă, se află în intervalul de 20-50 mm, în modele profesionale puternice se poate ajunge la 70-80 mm. Cu cât este mai lungă cursa tăietorului, cu atât mai adânc poate fi scufundată în materialul prelucrat, cu atât piesele mai groase pot fi prelucrate.
Canalul de profunzime complet nu este de obicei tăiat dintr-o dată - puteți strica piesa de prelucrat și puteți deteriora scula. În același timp, cu cât materialul prelucrat este mai greu, cu atât mai puțin este adâncimea unei singure treceri. Dar, în general, canelura cu o adâncime mai mare decât cursa de lucru a tăietorului nu se poate face. Multe modele de mașini de frezat sunt echipate cu un regulator pentru reglarea fină a adâncimii imersiunii; precizia de setare a acestui parametru este de obicei de 0,1 mm.

Funcții suplimentare
Electronică constantă . Cu o creștere a densității materialului care este prelucrat sau a vitezei cu care scula este transportată de-a lungul piesei de prelucrat, cifra de afaceri începe să scadă. Pentru a le menține la un anumit nivel va ajuta sistemul electronicii constante, care controlează puterea motorului electric, pentru a stabiliza viteza arborelui.Necesitatea acestei funcții apare, de obicei, cu încărcături mari pe sculă, de aceea se găsește, de regulă, numai în mașini de frezat profesionale.
Electronica de contact vă permite să mențineți în mod constant o prelucrare de înaltă calitate a materialului.
Start moale . Mașinile profesionale de frezat profesionale sunt adesea echipate cu un sistem de "pornire ușoară". Datorită acestei funcții, motorul crește treptat, ceea ce elimină o lovitură ascuțită atunci când porniți. Un astfel de instrument vă va dura mai mult, deoarece nodurile sale nu suportă supraîncărcări periodice pe termen scurt, este mai sigur să lucrați cu ele și șansa de a strica piesa la începutul lucrului este minimizată.
Sistem de protecție la suprasarcină . Dacă temperatura înfășurării motorului depășește nivelul critic, sistemul de protecție la suprasarcină va prelua. Pentru diferite modele, această funcție poate fi implementată în moduri diferite - de la simpla indicare a luminii până la oprirea automată.
Este posibil să găsiți un router cu un sistem de protecție împotriva supraîncărcării numai între modelele profesionale, deoarece acestea sunt utilizate în timpul lucrului intensiv pe termen lung, ceea ce înseamnă că este mai probabil ca acestea să înceapă să supraîncălzească ca urmare a încărcărilor crescute.
Protecție împotriva pornirii neintenționate . În cazul celor mai moderne mașini de frezat, indiferent de categoria lor de preț, există un buton suplimentar, fără presare care, simultan cu butonul de pornire principal, nu va fi aplicată tensiunea pe înfășurările motorului.
Scopul său principal este de a împiedica routerul să pornească din neatenție. Acest buton îndeplinește, de regulă, o funcție suplimentară - vă permite să blocați declanșatorul declanșator în poziția pornit. Cu utilizarea staționară a routerului (mesei de frezat) nu se poate face fără o astfel de opțiune.

Caracteristicile de proiectare care trebuie luate în considerare atunci când alegeți un router
Sole.
. elemente ale instrumentului, astfel încât calitatea sa ar trebui să fie acordată o atenție deosebită. Talpa poate fi făcută fie din fontă, fie din metal ștanțat. Platforma turnată, datorită geometriei precise și aderenței sale bune la suprafața piesei de lucru, garantează o muncă de înaltă calitate. Fără a fi surprinzător, este considerat un semn al unui instrument high-end.

Talpa ștampilată este mai ieftină de fabricat, deci este instalată de obicei pe mașini de frezat de uz casnic necostisitoare.
Planul inferior al platformei, adică talpa în sine, este în mod necesar închis cu o suprapunere specială. Acest articol este, de obicei, fabricat din plastic. Cele mai multe freze au un capac din plastic care este detașabil, ușurându-l să îl înlocuiască atunci când este purtat cu unul nou.
Atunci când alegeți un router, trebuie să acordați atenție nu numai calității tălpii, ci și dimensiunii găurii din ea - deschiderii. Limitează dimensiunea maximă admisibilă a dispozitivului: pur și simplu nu veți putea instala o freză cu diametru mare pe unitatea cu o deschidere mică în platforma de sprijin.
Instrumentul pentru bară
Capul ruterului se deplasează de-a lungul a două tije de ghidare dispuse vertical. Ușurința utilizării instrumentului și productivitatea muncii depind în mare măsură de cât de ușor și fără probleme va fi mișcarea acestuia. Prezența răsturnării și a distorsiunilor, precum și rezistența excesivă la mișcarea nodului în direcția verticală, este considerat un dezavantaj grav, deoarece complică utilizarea routerului.

Adâncimea imersiunii tăietorului în materialul prelucrat este limitată la o oprire verticală. Această bară metalică se sprijină pe o platformă specială de pe platformă, care nu permite ca scula să cadă mai jos. Prin setarea adâncimii de frezare, pur și simplu mutați tija de împingere în sus sau în jos. Acest lucru se poate face cu un șurub special.

Unitățile avansate au, de asemenea, un șurub de reglare pentru reglarea fină a adâncimii cu o scară micrometrică. Cu cât este mai precisă ajustarea și o gamă mai largă, cu atât aveți mai multă calitate și funcționalitate pe care o aveți în mâini.
Un suport multistrat de turelă va ajuta la efectuarea mai multor treceri cu o creștere treptată a adâncimii procesării până la cea dorită. De fapt, aceasta este o platformă specială pe o platformă cu câțiva pași de înălțime diferită, împotriva cărora se sprijină o tijă verticală, care limitează adâncimea frezării. Uneori turela este realizată sub forma mai multor șuruburi înșurubate în platformă; în acest caz, înălțimea treptelor poate fi corectată prin răsucirea sau răsucirea șuruburilor.

Dispozitiv de prindere
Dispozitivul de rutare manuală este fixat pe ax cu ajutorul unui mandrină.Este o piuliță specială, cu o clemă adăpostită în interior, înșurubată pe ax și cu o cotă de prindere a tăietorului introdus. Lăcuitoarele ușoare sunt proiectate pentru mori cu diametrul coșului de 6-8 mm, cele puternice, de regulă, sunt echipate cu cilindri cu diametrul de 10-12 mm. Acesta din urmă este ușor de explicat: cu cât este mai mare moara, cu atât este mai groasă coada și, în același timp, cu atât sunt mai mari cerințele pentru caracteristicile de putere ale sculei.
Diametrul tăietorului trebuie să se potrivească cu diametrul coșului. Cu toate acestea, este posibil să se instaleze un dispozitiv de frezat cu un tija mai subțire în cuibul unui diametru mai mare. Pentru a face acest lucru, va trebui să utilizați o garnitură care poate fi înlocuită (sau, în cazuri extreme, o manșon de adaptare specială). Chiar dacă nu este inclus în setul de scule, acesta poate fi achiziționat întotdeauna separat.

Cu o astfel de "schimbare" a tăietorului, trebuie să monitorizați cu atenție faptul că viteza de rotație recomandată se potrivește cu scula, altfel tija subțire nu poate suporta sarcina excesivă.
Un colier de calitate fixează fiabilitatea exactă de-a lungul axului arborelui, ceea ce elimină aspectul vibrațiilor care afectează în mod negativ atât calitatea prelucrării materialelor, cât și starea sculei. Sunt preferate coliere cu un număr mare de clapete de prindere, deoarece acestea centrează mai bine tăietorul.
Dispozitive auxiliare utilizate la locul de muncă
Freza este rareori utilizată pentru montarea aspre a piesei de prelucrat, mai des este necesară precizia filigranului de la sculă (și operatorul care operează cu ea). Toate tipurile de dispozitive de asistare care fac lucrul cu router-ul mai ușor și mai convenabil ajung la salvare.
Pentru frezarea paralelă cu marginea piesei de prelucrat se utilizează un opritor paralel (lateral) . Vă permite să ghidați uniform instrumentul la o anumită distanță (relativ mică) de la margine. Acesta este fixat la baza instrumentului prin intermediul a două tije de oțel rigide, care sunt fixate pe talpă cu șuruburi. Calitatea muncii depinde în cele din urmă de rigiditatea structurii rezultate. O oprire paralelă este realizată din metal turnat sau extrudat, izolat de contactul direct cu piesa de prelucrat cu o căptușeală din material plastic detașabilă.

Pneul de ghidare este de asemenea utilizat la frezarea în linie dreaptă, dar spre deosebire de opritorul lateral poate fi instalat la orice distanță de marginile piesei de prelucrat și la orice unghi față de muchie. Este o riglă profilate atașată la piesa de prelucrat cu cleme. Un pantof special este conectat la router, care se deplasează de-a lungul canalelor anvelopei și ghidează scula.

Bucșa de copiere este folosită pentru frezarea de-a lungul unei trasee complexe prin copierea contururilor șablonului. În timpul funcționării, gulerul manșonului se sprijină pe marginea șablonului, ca rezultat, tăietorul își reproduce conturul pe piesa de prelucrat și obțineți o copie ușor mărită a produsului utilizat ca șablon. Manșonul este selectat sub diametrul tăietorului, este fixat cu ajutorul mecanismului de strângere rapidă.

Firul de compasare ajută la măcinarea piesei de prelucrat de-a lungul unei linii radiale. Cu aceasta puteți face, de exemplu, o masă rotunjită. Un capăt al riglei busolei este fixat cu șuruburi la bateul routerului, celălalt este fixat cu un știft în gaura forată în piesa de prelucrat din centrul cercului.

Duza pentru conectarea aspiratorului este un element în care astăzi, probabil, nimeni nu se îndoiește. Permite în timpul lucrului să păstreze zona de tăiere curată și, prin urmare, bine vizibilă.

Sfaturi pentru alegerea unui frezat
Sperăm că cunoștințele despre mașinile de frezat, datorită eforturilor noastre, au fost complet refăcute. Dar problema a clarificat pentru dvs. ce ruter manual de lemn să alegeți? Dacă încă nu, permiteți-mi să vă dau câteva recomandări practice pentru a înțelege criteriile pe care trebuie să vă concentrați.
Sfat # 1 . Alegeți o moară de mare putere, alegeți performanțe ridicate și capacitatea de a lucra mult timp cu sarcini semnificative. Cu toate acestea, nu ar trebui să urmăriți fără minte valoarea mare a acestui indicator. Amintiți-vă că, în același timp, când puterea mărește greutatea unității - nu va funcționa atât de ușor și confortabil. Este necesar să se compare avantajele puterii mari cu dezavantajele utilizării uneltelor grele pentru a efectua o muncă fină. Cu toate acestea, dacă intenționați să utilizați routerul într-o poziție staționară (standul de frezat sau masa de frezat), puterea mare va fi un avantaj fără îndoială.
Sfat # 2 . Acordați atenție faptului că routerul ales are capacitatea de a regla viteza arborelui.Comutatorul de viteză la instrumentul ideal trebuie să se deplaseze în pași sau cel puțin destul de strâns și să se afle într-un loc unde șansa de a atinge și de a schimba este minimalizată accidental.

Sfat # 3 . Asigurați-vă că verificați adâncimea efectivă a tăietorului, care poate varia foarte mult în funcție de caracteristicile de proiectare folosite de clema de prindere. Este minunat dacă colierul ajunge în partea de jos a platformei de sprijin, dar în mod ideal ar trebui să stea pentru baza. Această caracteristică influențează puternic funcționalitatea instrumentului, dar în pașapoarte nu este indicată "plecarea" pentru unicul, din păcate - puteți afla valoarea acestuia doar prin menținerea routerului în mâinile dvs.
Sfat # 4 . Testați funcționarea mecanismului de fixare. Capul sculei ar trebui să treacă liber și fără distorsiuni, iar opritorul vertical trebuie fixat în siguranță într-o poziție dată. Asigurați-vă că precizia setării pentru adâncimea de imersare corespunde cerințelor dvs.
Sfat # 5 . Aflați ce snap de diametru și geometrie poate fi folosit cu această moară. Pentru a face acest lucru, trebuie să comparați dimensiunea tăișului cu diametrul deschiderii în talpă, precum și în accesorii (manșon de copiere, riglă, busolă etc.). Nu uitați să comparați diametrul mașinilor de tăiat, pe care intenționați să le utilizați, cu dimensiunea potrivită a garniturii.
Sfat # 6 . Evaluați ergonomia instrumentului. Este important să alegeți cel mai convenabil tip de mâner pentru dvs. Nu există atât de multe opțiuni - pistol și ciupercă.


Au fost împărțite opinii ale utilizatorilor experimentați cu privire la localizarea controalelor, în special la oprirea adâncimii de imersie. nu ar trebui să existe butoane pe mânere, altele preferă să aibă comutatoare în cel mai accesibil loc, pentru a le folosi, dacă este necesar, fără a întrerupe munca.
Din punctul nostru de vedere, locul cel mai potrivit pentru maneta de oprire este aproape de mâner, la îndemâna degetelor, dar nu pe mânerul propriu-zis. Cu toate acestea, nu are sens să asculți sfatul cuiva despre confort: ceea ce este convenabil pentru cineva poate să nu se potrivească celuilalt. Este necesar să țineți modelul pe care îl doriți în alte mâini în mâinile dvs. și să apreciați confortul amplasării comenzilor. De asemenea, acordați atenție lungimii cablului - un cablu de alimentare scurt provoacă multe inconveniente în acest proces.
Sfat # 7 . Dacă aveți de gând să lucrați frecvent fără ghiduri, o imagine bună asupra zonei de lucru va fi foarte importantă. De asemenea, depinde de mărimea deschiderii în talpă, localizarea țevii pentru îndepărtarea prafului, prezența iluminării din spate a LED-urilor.

Sfat # 8 . Aflați cât de accesibile sunt elementele auxiliare pentru modelul ales, indiferent dacă este posibil să le înlocuiți cu analogi de la alți producători.
Sfat # 9 . Dacă este posibil, testați mașina de frezat selectată la ralanti și sub sarcină. Zgomotele exterioare și vibrațiile crescute reprezintă un semn de asamblare sau probleme de calitate slabă.
Sfat # 10 . Fără îndoială, prețul este un criteriu important pentru alegerea unui router electric. Aici nu putem da nici un sfat. Trebuie să înțelegem că un instrument bun nu poate fi ieftin. Dacă bugetul dvs. este limitat, încercați să evaluați caracteristicile pe care sunteți dispus să le plătiți și care nu sunt deosebit de importante pentru dvs.
Siguranța la lucrul cu un ruter manual
Acum, sperăm, aveți o idee despre cum să alegeți un ruter manual pe un copac. Lasă-mă să-ți țin atenția pentru încă câteva clipe ...
Orice frezer pe care-l alegi, astfel încât bucuria de a-l achiziționa să nu fie umbrită, amintiți-vă principala regulă atunci când lucrați cu unelte electrice: mergeți mai încet - veți continua.
Haste este plină de vătămări, ruperea sculei sau, cel mai bine, deteriorarea piesei de prelucrat. Deconectați routerul de la sursa de alimentare înainte de a înlocui echipamentul. Fixați piesa de prelucrat cu cleme. Aceste operațiuni durează câteva secunde și vă recomandăm cu tărie să nu economisiți timp.
Nu trebuie să încercați să îndepărtați un strat gros de material într-o singură trecere: este puțin probabil să vă placă calitatea prelucrării și tăietorul poate să nu reziste încărcărilor mari.
Și, bineînțeles, nu luați o jumătate de oră sau o oră pentru a citi cu atenție instrucțiunile înainte de a începe lucrul. Chiar dacă aveți experiență cu un astfel de instrument și vă simțiți ca un pro cool, nu trebuie să neglijați citirea instrucțiunilor, deoarece, în primul rând, ați putea uita ceva și, în al doilea rând, fiecare model poate avea propriile caracteristici specifice. .
Căutare
Articole similare
Sufragerie cu șemineu - 47 de interioare și idei de fotografie

În seriile înghețate de iarnă, nu este nimic mai bun decât cracklingul lemnului de foc în șemineu, mirosul de fum și căldura vie a focului. Odată ce șemineul a fost necesar pentru a supraviețui pur...
Cum de a alege un ferăstrău cu lanț pentru preț și calitate pentru dăruire și acasă

Chiansaw - instrumentul necesar, atât în viață, cât și la dacha. Poate fi utilă pentru tăierea lemnului de foc pentru șemineu, precum și pentru tăierea și ramificarea. Cu toate acestea, nu toată l...
Brick DIY Gratar
Un grătar la dacha vă va permite să preparați alimente delicioase în aer liber. Proprietarul primește ocazia de a organiza picniuri, sărbători și alte evenimente pe propriul site, surprinzând priete...
Cubicle de scânduri necompletate: masă, metodă de calcul
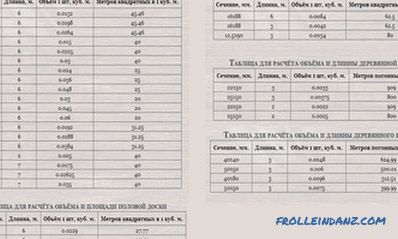
Una dintre cele mai ieftine tipuri de cherestea este netivita. Se caracterizează prin proprietăți decorative înalte, însă în construcții, desenul nu joacă adesea un rol special. Tabele pentru...
Finisarea mansardelor cu gips-carton - trăsături de lucru

Majoritatea proprietarilor de case particulare, de regulă, se gândesc să facă podul situat sub acoperișul potrivit pentru a trăi, ceea ce le va permite să extindă în mod semnificativ zona utilizabil...