țevile de profil sunt adesea folosite în construcția de structuri metalice, în crearea cadrelor de seră, realizarea de suporturi sau piloni supuși vibrațiilor, atunci când se instalează garduri. Țevile sunt realizate din secțiune pătrată și dreptunghiulară, uneori ovală. Aflați cum să sudați o țeavă de profil astfel încât produsul să fie durabil și cusatura să fie frumoasă.
Ce este o țeavă de profil
 țevi de profil
țevi de profil
- O mare varietate de dimensiuni vă permite să alegeți materialul pentru orice tip de metal.
- Dimensiunile standard facilitează îmbinările pieselor.
- Grosimea uniformă a conductei permite o cusătura sigură.
- Suprafața netedă a produsului.
- Greutatea țevii este mai mică decât cea a produselor laminate din toată metalul, construcția acestuia fiind mai ușoară.
Înainte de sudarea țevii de profil, merită luată în considerare avizul profesioniștilor privind tehnologia lucrării. Pentru țevi de oțel sudate s-au folosit tipuri cunoscute de sudură: electric, gaz, contact și semi-automat. Să analizăm în detaliu cum să gătim o conductă de profil în fiecare dintre căile listate.
Sudarea cu arc electric

Ușurința de utilizare și cusătura de înaltă calitate, precum și capacitatea de a utiliza sudarea cu arc pentru a lucra în locuri greu accesibile au făcut ca această metodă să fie foarte populară . Utilizarea pentru produse cu o grosime a peretelui mai mare de 4 mm necesită pregătirea marginilor. Pentru a lucra, veți avea nevoie de o mașină de sudură care poate fi închiriată dacă nu aveți una.
Țeava de profil este sudată în diferite moduri: cu suprapunere, îmbinare cap la cap, îmbinare T sau sub orice unghi. Sudorii calificați consiliază poziția inferioară a cusăturii, dar trebuie să vă ghidați de propriile condiții, puteți utiliza o cusătura orizontală sau verticală.
Pentru lucru, veți avea nevoie de:
- mașină de sudură;
- electrozi;
- mănuși; țevi;
- șmirghel și perie metalică. Selecția electrodelor
 Electrozii
Electrozii Calitatea conexiunii depinde de ce electroduri să gătească tubul de profil. Electrodul cu diametru mic nu va asigura rezistența cusăturii, iar grosimea excesivă va duce la arderea țevii. Un electrod potrivit trebuie să mențină un arc constant și să prevină procesele oxidative.
țevi de profil de același diametru sunt sudate cu electrozi ne-consumabili folosind argon ca gaz de protecție.
Alegerea diametrului electrodului depinde de dimensiunea pereților conductei. Pentru metalul subțire de până la 2 mm, va face un electrod de Ø 1,5 mm, pentru un metal mai gros de 2-3 mm este necesar un electrod de Ø 2 mm. Pentru metal de grosime mai impresionantă - 4-6 mm, este necesar un electrod Ø 4 mm.
 Masa de sudare a ansamblului
Masa de sudare a ansamblului Piesele pentru sudare sunt fixate pe o masă specială sau sunt executate pentru acest dispozitiv. Este necesar să îndepărtați murdăria și lubrifianții de la acestea. Pentru securizarea structurii este realizată o lipire a metalului. După aliniere, se efectuează procesul principal. Sudarea arcului cu o viteză care permite ca marginile să se topească, dar metalul nu are timp să curgă în interior.
Nu există o recomandare generală privind cum să efectuați corect sudarea, viteza optimă fiind selectată într-un mod practic.
Pentru țevi cu pereți subțiri, sudarea se realizează într-o singură etapă, pentru a se îmbina metalul gros, va fi nevoie de mai multe treceri pentru sudarea tuturor straturilor. Îmbinarea vă permite să realizați mai multe cusături și să reduceți stresul metalic. Modul de sudare cu arc este influențat de: puterea curentului, polaritatea, diametrul electrodului, tensiunea, tipul curentului. Curentul poate varia de la 20 la 90 amperi, se calculează pe baza grosimii electrodului. Când se lucrează cu metal subțire, este recomandat un curent direct cu polaritate inversă.
În timpul procesului de sudare se formează zgură, ceea ce reduce rezistența sudurii și trebuie să fie bătut periodic. După ce se răcește cusătura, este decojită. Locurile încălzite la temperaturi ridicate ruginesc mai repede, astfel încât acestea necesită o protecție anticorozivă.
Sudarea cu gaz

Lucrarea necesită:
- cilindru de oxigen;
- cilindru cu acetilenă;
- tije de umplere;
- arzătoare și vârfuri;
- furtunuri pentru alimentarea gazului arzătorului.
 Sudarea metalului
Sudarea metalului Construcția sudată necesită fixarea și curățarea suprafeței cu grosimea peretelui metalic de la 5 mm se efectuează teșitura unei muchii. Pre-acoperirea suprafețelor care urmează să fie sudate cu flux va crea o peliculă care protejează împotriva oxidării și face ca cusătura să fie mai puternică. Combustia menține un amestec de oxigen și acetilenă, rezultând că metalul topit umple golul. Această metodă este mai puțin frecventă datorită faptului că este mai scumpă și lucrul cu echipamentele de gaz este mai periculos și necesită pregătire profesională a unui sudor de gaz.
Pentru îmbunătățirea calității permite aditivul, care este ales special pentru acest scop. Pentru conductele cu pereți subțiri se utilizează o metodă de sudură de la dreapta la stânga. Bara de umplere este alimentată în fața arzătorului. Topirea uniformă a aditivului și a marginilor face posibilă formarea unei cusături fiabile și netede. Acoperirea sudurii cu fluxul creează o peliculă care protejează împotriva oxidării. Tuburile cu pereți groși sunt cusute din stânga în dreapta, aditivul este amplasat în spatele arzătorului. După răcire, cusătura va necesita îmbunătățiri. Fiecare etapă necesită verificarea geometriei, în identificarea distorsiunilor este necesară pentru a echilibra structura.
Arzătoarele cu gaz nu trebuie utilizate pentru a conecta tuburi în formă de capăt subțiri, datorită temperaturii ridicate, deoarece muchiile produselor se topesc și se deformează.
Sudarea cu gaz este o metodă mai costisitoare, deoarece achiziționarea acetilenă este semnificativ mai costisitoare decât energia electrică utilizată pentru sudarea cu arc. Dar, în lipsa unei surse de energie, devine indispensabilă.
Sudarea prin rezistență

Această metodă nu este utilizată pe scară largă în viața de zi cu zi și este utilizată numai de către sudori profesioniști. Se folosește în locuri unde este instalat echipament special. Acest tip complex de sudare se realizează datorită presiunii electrozilor pe piesă și prin transmiterea simultană a curentului electric. Procesul are loc fără utilizarea aditivilor. Rezistența la sudură asigură o îmbinare sigură a marginilor. Deformarea plastică de la comprimare și creșterea pe termen scurt a temperaturii datorită transmisiei actuale formează o conexiune metalică integrală.
Sfaturi utile
mâinile au mai multe secrete: Riglă rezistentă din țeavă formată
Riglă rezistentă din țeavă formată - Deformarea datorată temperaturii înalte este mai pronunțată decât cea a țevilor rotunde.
- Topirea metalului poate duce la suprapunerea spațiului interior. În cazul în care golirea țevilor este importantă, trebuie să vă asigurați că nu există picături de metal în interiorul produsului.
- Conexiunea la capăt provoacă apariția de înaltă tensiune la colțuri datorită încălzirii neuniforme și formării necorespunzătoare a rolelor metalice.
Având o mică experiență cu o mașină de sudură, puteți suda cu ușurință construcția necesară a tuburilor în formă. Videoclipurile cu explicații de la sudatorii profesioniști vor ajuta la înțelegerea detaliilor.
Video
Acest videoclip arată cum se face sudarea semi-automată a tuburilor profilate folosind sârmă de sudură:
Acest videoclip nu are un caracter educațional. Metoda indicată permite fără suficiență sudarea unui profil de îmbinare destul de subțire, fără ardere:
Căutare
Articole similare
Cum de a face o cușcă pentru gips carton pe perete, plafon (+ scheme)
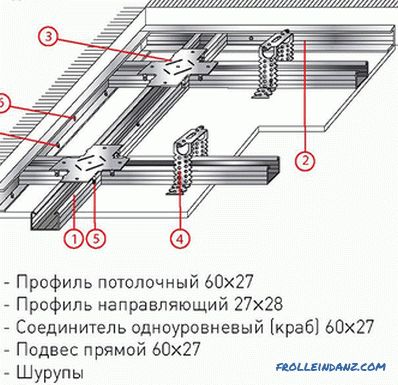
Foi de gips-carton sunt astăzi cel mai relevant material pentru tavanul de nivelare, pereții din orice cameră. În acest articol ne vom uita la modul de a face o cușcă pentru gips carton pe perete și...
Montarea laminatului pe podele neuniforme

Podelele reprezintă un proces important și solicitant, în special dacă este ales un material laminat ca material pentru acest strat de acoperire. Această acoperire va fi durabilă, estetică și poate...
Calcularea decalajului pentru podea: material, parametri, instalare

O casă de lemn și o baie sunt visul multor cetățeni. Fiecare dintre cei care au trebuit să construiască un cadru de lemn cu mâinile lor, știe scopul logului și grinzile bine. Acestea sunt structu...
Cum să puneți o pardoseală pe podea din lemn cu propriile mâini: căi, pași (video)

Cum să puneți pardoseli pe podea din lemn? Aceasta este o întrebare care excită multe, deoarece este destul de dificil să combinați materiale incompatibile. Acest lucru se datorează proprietății le...
Montați cârje pentru Mauerla și faceți-o singură
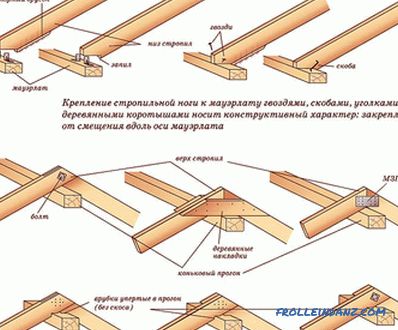
Pentru ca acoperisul construit să fie fiabil, este necesar un sistem de acoperiș foarte puternic, care este structura de susținere a acoperișului. Fixarea conexiunilor elementelor individuale afect...